GRAUS DE OXIDAÇÃO
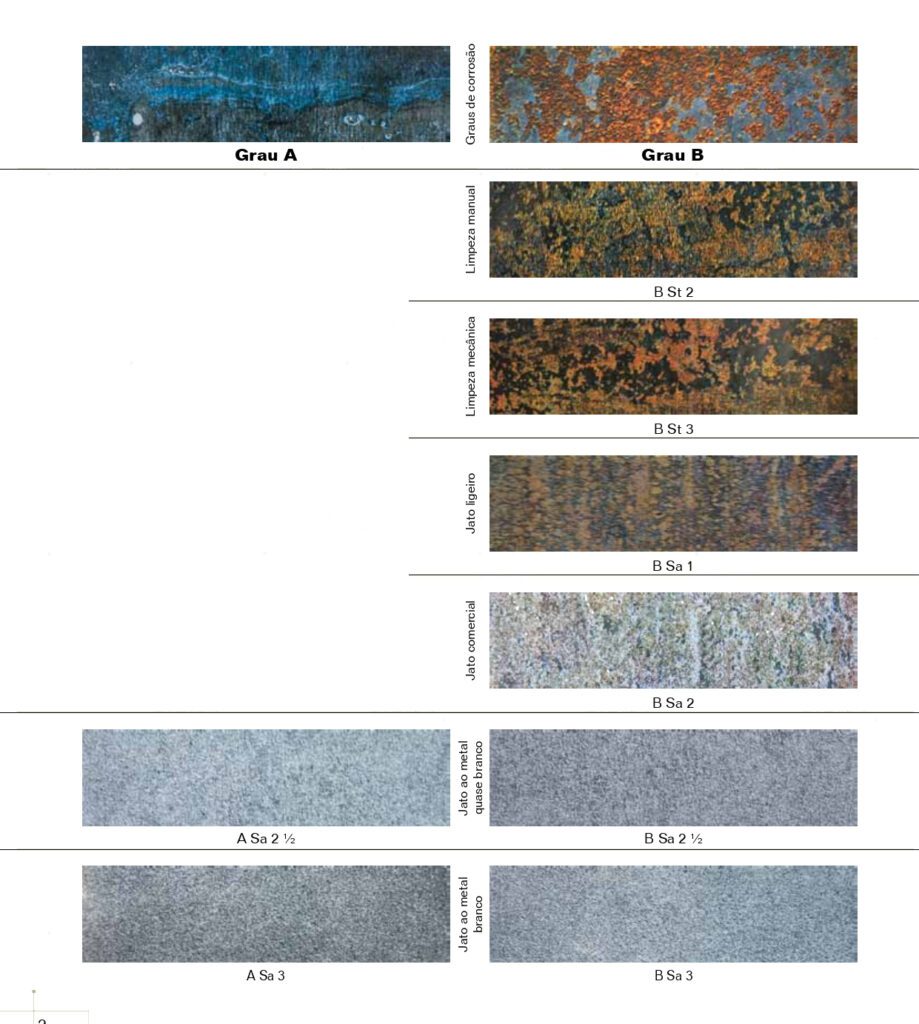
Inicialmente, deve-se avaliar o grau de oxidação da superfície antes de iniciar o processo de limpeza. Essa avaliação é baseada na ISO 8501-1, que prevê padrões fotográficos de superfície em aço, em diferentes estágios de oxidação.
A Superfície de aço com carepa de laminação intacta em toda a superfície. Chapa ou perfil, recém-saído da laminação.
B Substrato de aço com início de corrosão e destacamento da carepa de laminação.
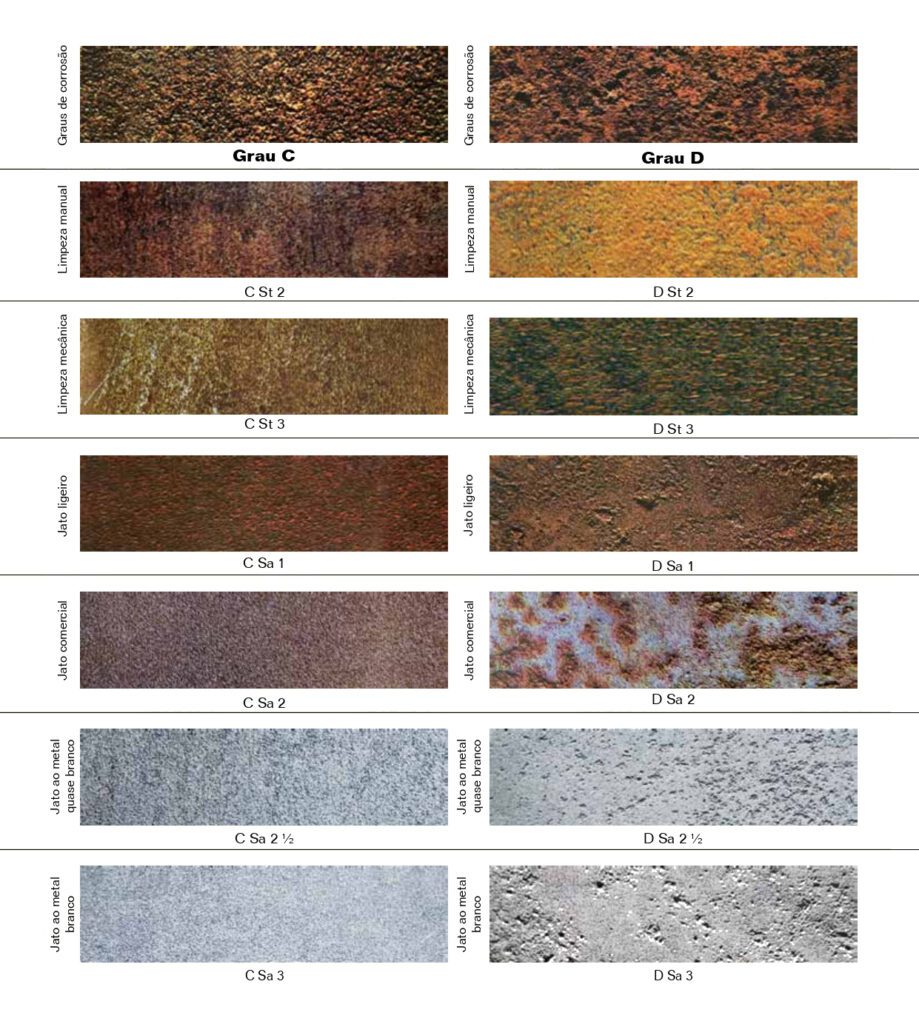
C Substrato de aço onde a carepa de laminação foi eliminada pela corrosão ou que possa ser removida por raspagem, com pouca formação de cavidades visíveis.
D Substrato de aço onde a carepa de laminação foi eliminada e com grande formação de cavidades visíveis.
LIMPEZA
Pré-limpeza: Antes de preparar a superfície, deve-se remover toda sujeira, óleo ou graxa, utilizando-se panos limpos embebidos em desengraxante industrial FALCOCLEAN 9021 WB.
St2 Limpeza Manual: Consiste na remoção da camada de óxidos e outros materiais não muito aderentes por meio de ferramentas manuais, tais como escovas de aço, raspadores, lixas, etc. É um tipo de limpeza precário, de baixo rendimento e recomendável apenas quando não for possível a aplicação de um método mais eficiente. Os esmaltes sintéticos têm desempenho satisfatório com esse tipo de limpeza de superfície.
St3 limpeza com ferramentas mecânicas manuais: Consiste na remoção da camada de óxidos e outros materiais não muito aderentes por meio de ferramentas manuais, tais como lixadeiras, escovas rotativas, marteletes de agulhas, etc. É um tipo de limpeza precário, de rendimento relativamente baixo e recomendável apenas quando não for possível a aplicação de um método mais eficiente.
Sa1 Jateamento ligeiro (brush off): O jato é aplicado rapidamente e remove carepas de laminação solta e outras impurezas. Em geral, é empregada em alguns casos de repintura. A retirada do produto de corrosão situa-se em torno de 5%.
Sa2 Jateamento comercial: O jato deve remover praticamente toda carepa de laminação e outras impurezas. Caso a superfície possua cavidades graus C e D, pelo menos 65% de cada área de 6,45 cm² deverão estar livres de resíduos visíveis no fundo das cavidades. Após o processo finalizado, a superfície deve apresentar um aspecto acinzentada.
Sa2 ½ Jateamento ao metal quase branco: O jato deve remover toda carepa de laminação e impurezas, de modo que possam aparecer apenas leves manchas na superfície. Após a limpeza, 95% de cada área de 6,45 cm² deverão estar livres de resíduos visíveis. Por fim, o aspecto da superfície deve estar cinza claro.
Sa3 Jateamento ao metal branco: O jato deve remover toda carepa de laminação ou outras impurezas, de modo que a superfície fique totalmente livre de resíduos visíveis. Além disso, a superfície deverá apresentar coloração cinza claro e uniforme.